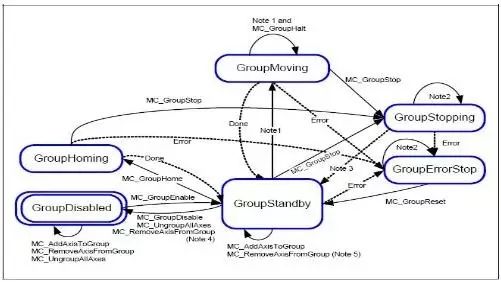
I. Overview Traditionally, industrial robots use complex proprietary language programming, which is difficult for outsiders and can only be understood by robot programmers. Motion controllers are now widely used and are typically programmed using PC libraries or other proprietary languages, while PLCs tend to be programmed with ladder logic. In today's automation environment, PLCs, motion controllers and robots need to be tightly integrated. Many different components are integrated into the design of the machine, and each component needs its own language to present its own strengths. More and more end users are demanding that robots, motion controllers, and programmable controllers be programmed in a familiar PLC language. These languages ​​are easier for machine builder programmers to understand and make it easier for end-user service personnel to maintain. In order to reduce the complexity and coordinate the appearance, feel and function of these three different platforms, the PLCopen working group has developed a standardized set of tools for motion control that can directly program motion control in the PLC programming environment. Second, PLC Since the beginning of use at General Motors in 1968 (used to replace hard-wired relays), PLCs have been programmed with ladder logic. They can easily control the process of digital and analog devices, but programming more complex, continuous processes is more difficult than using high-level programming languages ​​such as BASIC, C, or C#. For many years, PLCs have evolved to levels that can be programmed in BASIC or C, but most still rely on ladder logic. Many low-end PLCs support motion control through step and direction outputs. Some higher levels of motion control can be achieved with expensive dedicated modules, but must be added to the base system. Despite this, most devices are programmed with ladder logic and require familiarity with the programming environment, manufacturing process, and specialized function blocks to achieve the desired functionality. Third, the motion controller Motion controllers in the general market typically include interpolation functions (linear interpolation or circular interpolation), coordinated motion, gears, cams, and event-triggered actions (using sensors and position latches). In the old controller, dedicated inputs and outputs are used per axis. Motion inputs such as enable, overtravel limit and encoder inputs (one or two per axis) and motion output like servo commands (usually +/-10V analog) and/or stepping instructions (step and direction). Most controllers also have some general purpose I/O. The new controller relies on a digital network, such as EtherCAT or SERCOS, to pass control signals to the drive, receive and transmit digital IO directly connected to the drive. A typical motion controller cannot compete with the robot controller when dealing with coordinated motion. A typical motion controller, if you want to move the end effector to a specific point, you must find the correct position for each axis. What you need to do with robots and other machines with mechanical attachment mechanisms is to use inverse kinematics to program. Formulas are required for use. In physical space, specific points need to be converted to their respective positions, describing each joint (or shaft) that needs to be moved to the end of the mechanical linkage. Again, these systems are widely used and need to be familiar with their specific programming environment. Fourth, the robot controller A typical motion controller cannot compete with the robot controller when dealing with coordinated motion. A typical motion controller, if you want to move the end effector to a specific point, you must find the correct position for each axis. What you need to do with robots and other machines with mechanical attachment mechanisms is to use inverse kinematics to program. Formulas are required for use. In physical space, specific points need to be converted to their respective positions, describing each joint (or shaft) that needs to be moved to the end of the mechanical linkage. Again, these systems are widely used and need to be familiar with their specific programming environment. Five, merge into one machine controller The company also operates a lubricant blender PLCopen working group at the same site to standardize motion control, logically defining all aspects of machine control programming. This is the best attempt to integrate PLC, robotics and motion control in an easy-to-understand language that is common to most manufacturers. Many of the functional blocks are basic, such as relatively or absolutely moving functional blocks, which are easily understood in any motion control system. The standardization and versatility of multiple control systems is an advantage when it is necessary to increase the difficulty of movement. For example, it is easy to string relative or absolute motion together before each respective motion stops the next motion. Imagine a complex set of motions where one axis needs to transition to the next motion at non-zero speeds, mixing the individual motions to a sequential motion over the entire path of the axis. PLCopen motion control defines a standard hybrid operation that allows the programmer to implement this sequential motion in a common mix and transform mode. There is a fundamental problem. When multiple axes move together and mathematically control the mechanically connected axes, it is not always clear which key axes need to move synchronously. Therefore, when a fault occurs, the motion controller does not always know which axes are affected. PLCopen defines a motion group for this problem. When an axis in the group has an error, the controller can generate an appropriate error response. This grouping concept allows the programmer to focus on the specific tasks required by the machine. By implementing the group state machine shown in the figure below, the controller takes care of the functions of the group. The fourth part of the PLCopen motion standard contains the functional blocks for coordinated motion. They define a standardized set of functional blocks for complex motion control in 3D space, including function blocks for motion conversion. Usually, these conversions must be provided by the manufacturer, so for most manufacturers, the motion conversion function cannot be added if the motion controller does not support it. This standard now creates a bridge between PLC, CNC (CNC) robots and motion control. It is now possible to complete all control of a machine with a programming environment like PLC. This standard makes robots and motion controllers a part of the control system, not a stand-alone system. Integrated motion control and logic control are the two main requirements of modern mechanical control. This has the distinct advantage of having both motion control and logic control in one package, including but not limited to, almost unlimited exchange of data between logic and motion, without delay, which may limit performance in conventional systems. In fact, it is now possible to use a machine controller to perfectly synchronize the robot with the additional servo axes, a technique previously only possible in the field of robot controllers. Conclusion The ultimate goal of the PLCopen standard is to make the control program code completely independent of the hardware or a specific manufacturer. When different hardware vendors support the same underlying code and run in the same way, programmers will be freed from the nightmare of learning each manufacturer's proprietary language. This result can improve the accuracy and throughput of complex machine control systems, resulting in shorter development and time to market. PLCopen makes this development less engineering complexity and professional training, making the entire system more familiar to PLC programmers.
Shenzhen WeiKa Technology Co.,Ltd. is a professional e-cigarette manufacturer and enterprise integrating R&D, design, production and sales and service of the electronic cigarette atomizer products, established in 2020.
We are actively developing and producing all kinds of reliable and unique atomizer products. We centre on research, developing, high quality and safety, and focus on better vaping experience in all aspects to our customers. We have advanced production equipment and strict production control system, each process has strict management, from production to delivery have been strictly tested to ensure the classic quality. Zgarvape for the future!
Aurora E-cigarette Cartridge is loved by the majority of consumers for its gorgeous and changeable colors, especially at night or in the dark. Fruits Flavors series, plant flavors series & special flavors series.Up to 16 different flavors for choices. A new design of gradient our disposable vape is impressive. Our vape pen and pods are matched with all the brands on the market. You can use other brand's vape pen with our vape pods. Aurora series Pods systems, the first choice for professional users!
16 Available Flavors (3Pods*2ml):
Amazing Cantaloupe / Coke on the Rocks / Ice Coconut / Ice Lolly / Iced Mung Bean / Longjing Tea / Mango Feast / Mountain Spring / Peach Tempting / Pineapple Juice / Refreshing Melon / Refreshing Mint / Rich Strawberry / Rose Litchi / The Ocean / Watermelon Juice
Aurora Pods 1.0,Pod System Vape,Pos Systems Touch Screen,Empty Disposable Vape Pod System,400Puffs Pod Vape System ZGAR INTERNATIONAL(HK)CO., LIMITED , https://www.zgarpods.com



Aurora Disposable Vape Device Vaping Pod Systems




