Distributed control system based on Ethernet and fieldbus This article illustrates the structure, function and characteristics of a distributed control system based on Ethernet and fieldbus as a sign of the modernization level of industrial automation. Abstract: The structure of distributed control system which mark the up-date level of industrial automaTIon are summarized. And 0 Introduction Since entering the new century, with the further opening of the market, the competition between enterprises has been continuously strengthened. Various enterprises have invested funds to intensify a new round of technological transformation, hoping to take high and new technology as the core and comprehensive automation as a means. Continuously improve product quality, establish and strengthen the position of enterprises in market competition. With the development of computer, controller, network and bus technology, the field of automation is rapidly covering all levels from field equipment in the workshop to control and management. The distributed control method of decentralized detection control and centralized monitoring management has created conditions for the realization of comprehensive automation of large systems. 1 Overview The computer has powerful information processing capabilities such as calculation, storage, and logical judgment. It has been applied to the control system since its birth. Programmable controller (PLC) has the advantages of strong anti-interference ability, high reliability, easy expansion, easy to use and so on, and is being more and more widely used in industrial production processes. With the continuous improvement of production level, people are more willing to use multiple networked small and medium-sized PLCs rather than one or several super-large PLCs to take over the whole situation. Properly distributed small and medium-sized PLCs have a limited control range, which not only reduces risks, but also often simplifies the configuration of many hot standby redundancy and reduces equipment costs. Currently, the most widely used computer network technology is Ethernet technology. The Ethernet conforming to the public standard TCP / IP protocol allows upper-level computer systems to access workshop-level data through Ethernet, creating conditions for data collection and monitoring of the plant-wide control system. Its open protocol allows various computers and PLCs of different manufacturers to be interconnected, and can also perform some control and coordination when necessary. And people are very familiar with Ethernet technology, which can reduce the cost of system development, training and maintenance. In short, the enterprise's system production process is very complicated, the equipment is widely distributed, and each process and equipment work in parallel, so several PLCs are used 2 System composition According to the principles of decentralized detection control and centralized monitoring management, the system consists of two parts: centralized monitoring layer and equipment control layer. Figure 1 is a schematic diagram of the distributed control system of the leaf-re-roasting line. 2.1 Centralized monitoring layer (host computer) 2.1 Centralized monitoring layer (host computer) 3 Realization of system Ethernet communication 4 The addressing of each station in the system The distributed control system is one of the keys to achieve decentralized detection control and centralized monitoring is the correct addressing of each communication entity. The general format of the destination communication entity in this system is: network number, station number, device physical address, device physical address is generally the geographical location of its communication module, that is, its module number, channel number and communication entity in the channel. 4.2 The inter-station addressing is shown in the schematic diagram of the distributed control system of the leaf-reheating line. If PLC2 addresses the No. 4 inverter on the UNI-TELWAY bus of PLC1, the target address is: On the Schneider Premium series PLC, the bus module and the CPU module are integrated together, and are always at the position of 0 module on the rack. If the TER communication channel is selected, the channel address is 0. If the PCMCIA card communication channel is selected, the channel address is 1. 5 Conclusion As described in the above example of the leaf-baking and re-baking line distributed control system, the distributed control system has strong versatility, flexible system configuration, perfect control function, and convenient data processing. It has the advantages of centralized operation, friendly man-machine interface, simple and standardized installation, convenient debugging and reliable operation. It can meet the various needs of industrial production processes, improve production automation and management levels, improve product quality, reduce energy consumption and raw material consumption, increase labor productivity, ensure production safety, and can effectively promote industrial development and create the best Economic and social benefits. Shareconn development Co.,Ltd manufacture series electric wire harness. We equipped with high-end automatic production equipment, like automatic crimping machines, automatic wire cutting and crimping machines, automatic crimping and tinned plate machines, etc. Meanwhile, we have our own laboratory to support the testing requirements from our suppliers and 100% checking before shipment. To assure the product and the comprehensive competence, we introduce high-level technical talents and management personnel as well as well-trained staff, and improve ourselves in many ways, like the quality, price, delivery, service, etc. Now, Shareconn has been the best supplier and partner for many customers. Electronic Wire Harness,Electrical Wire Harness,Auto Electronic Wire Harness,Electronic Wire Harness Shareconn Development CO.,LTD , http://www.share-conn.com
In particular, the data communication part is elaborated.
Keywords: distributed control; PLC; Ethernet; fieldbus; communication
its funcTIon and characterisTIcs are illustrated with an example based on Ethernet and field bus. The part of data communicaTIon is
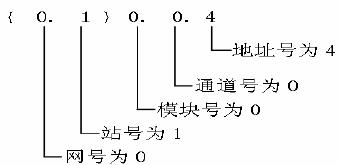
introduced specially.
Key words: distributed control PLC Ethernet field bus communication
In particular, the emergence of microprocessors has further expanded the application range of computers. Equipped with automatic configuration software on the computer can monitor and control the production process more intuitively and more conveniently, and give full play to the computer's complex data calculation processing, report statistics and graphic display capabilities.
Fieldbus is a two-way digital communication protocol that interconnects field automation equipment and its control system. Fieldbus allows control functions to be properly distributed to field devices. The system's self-sustainability is enhanced, cabinet space is saved, and field cable connections are greatly reduced. The field bus has the advantages of high reliability, good stability, strong anti-interference ability, fast communication rate, and system safety in compliance with environmental protection requirements.
Real-time control of the production process, using one or several microcomputers as the host computer of the monitoring system, the host computer is connected to the PLC through Ethernet, to achieve on-site data collection and centralized processing, in actual applications can also use the host computer Remotely program the PLC or set or modify the parameters in the program. Ethernet can reach a very high communication rate. Using the advantages of Ethernet, combined with PLC controller and field bus, a fully decentralized and fully open distributed control system can be formed. The following is a description of the distributed control system by taking the control system of the leaf-baking and re-baking line of a factory as an example. 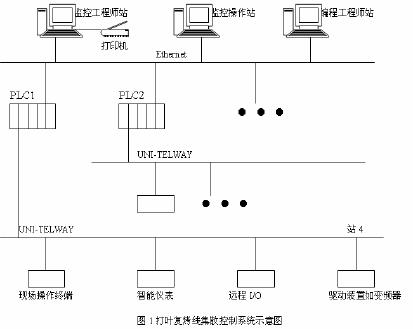
Consists of three computers and printers. One set monitors the three lines of tobacco leaf pretreatment, leaf stalk separation, and air delivery dust removal. The other set monitors the three lines of tobacco sheet re-roasting, tobacco stem re-roasting, and pre-pressing and packing. One is used as a programming workstation.
2.1.1 Software and hardware configuration of the centralized monitoring layer The monitoring computer selects an IBM commercial computer configured with a PIII1GHZ or higher frequency, 128M memory, 40G hard disk, PHILIPS 21-inch display; the printer uses an HP LJ5000 laser printer; uninterruptible power supply (UPS), model Use APC products with a capacity of 2KVA. Monitoring computer operating system configuration Windows 2000 Chinese version with high security and reliability; monitoring configuration software selects Intellution FIX.
2.1.2 Main functions of monitoring management
a. Data communication with the control execution layer through Ethernet, and the simple and intuitive on-site simulation diagram reflects the state of the main stand-alone equipment motor, the status of each detection element, the status of each execution device, the main equipment parameters and process parameters;
b. Display the change trend of main process parameters, such as moisture, flow rate, temperature, etc., help process personnel to keep abreast of the change of process parameters, stabilize the process, and improve product quality;
c. Display the fault information in the form of pop-up windows and tables, including the time, location and content of the fault;
d. The engineer station realizes remote programming of PLC, monitoring of PLC operating status and program modification, etc .;
e. Data communication with enterprise management through Ethernet upwards, release production and process data to factory leaders and functional departments, provide a basis for decision-making in the factory, accept instructions in the factory and print various reports, etc.
2.2 The equipment control layer is divided into six production lines: tobacco leaf pretreatment, leaf stalk separation, tobacco slice re-baking, tobacco stalk re-baking, pre-pressing packing, and air-dedusting. Six groups of corresponding PLC control electric control cabinets and corresponding devices are set up. Separately control the six production lines.
Consists of three computers and printers. One set monitors the three lines of tobacco leaf pretreatment, leaf stalk separation, and air delivery dust removal. The other set monitors the three lines of tobacco sheet re-roasting, tobacco stem re-roasting, and pre-pressing and packing. One is used as a programming workstation.
2.1.1 Software and hardware configuration of the centralized monitoring layer The monitoring computer selects an IBM commercial computer configured with a PIII1GHZ or higher frequency, 128M memory, 40G hard disk, PHILIPS 21-inch display; the printer uses an HP LJ5000 laser printer; uninterruptible power supply (UPS), model Use APC products with a capacity of 2KVA. Monitoring computer operating system configuration Windows 2000 Chinese version with high security and reliability; monitoring configuration software selects Intellution FIX.
2.1.2 Main functions of monitoring management
a. Data communication with the control execution layer through Ethernet, and the simple and intuitive on-site simulation diagram reflects the state of the main stand-alone equipment motor, the status of each detection element, the status of each execution device, the main equipment parameters and process parameters;
b. Display the change trend of main process parameters, such as moisture, flow rate, temperature, etc., help process personnel to keep abreast of the change of process parameters, stabilize the process, and improve product quality;
c. Display the fault information in the form of pop-up windows and tables, including the time, location and content of the fault;
d. The engineer station realizes remote programming of PLC, monitoring of PLC operating status and program modification, etc .;
e. Data communication with enterprise management through Ethernet upwards, release production and process data to factory leaders and functional departments, provide a basis for decision-making in the factory, accept instructions in the factory and print various reports, etc.
2.2 The equipment control layer is divided into six production lines: tobacco leaf pretreatment, leaf stalk separation, tobacco slice re-baking, tobacco stalk re-baking, pre-pressing packing, and air-dedusting. Six corresponding PLC control electric control cabinets and corresponding devices are set up Separately control the six production lines.
3.1 Configuration of monitoring computer and PLC The monitoring computer adopts EtherLink â…¢ network card of 3COM Company, and the network card can be configured with the driver that comes with Windows. In the network configuration of the FIX application, there are two protocols: NetBOIS and TCP / IP. Select TCP / IP, the data transmission speed is fast, suitable for the network of more sites. In FIX Driver Configuration, enter the node name and Ethernet address. And map the node name to a single IP address, TCP / IP adopts a variety of ways to deal with name recognition, and the local HOSTS file method has the highest reliability. The text file exists on each node. The PLC uses Schneider's ETY110 network card. The node name and Ethernet address must be correctly configured for ETY110. If all PLCs and I / O drivers on the network are correctly configured, communication can be established between the devices.
3.2 The communication process between FIX configuration software and PLC
There is a data block dedicated to storing data in the PLC. The I / O driver of the configuration software reads the data from it and transfers it to the address of the driver mapping table, which corresponds to the roll call. Scanning, alarming, and control programs access point names to obtain data and transfer the processed data to the process database. The internal database access function reads data from local or remote databases and transfers the data to the requested application.
4.1 The addressing in the station is shown in the schematic diagram of the distributed control system of the threshing and re-roasting line. If PLC1 addresses the No. 4 inverter on the UNI-TELWAY bus, the target address is 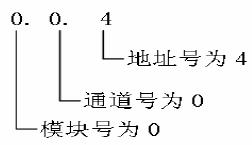
references:
[1] Yang Xianhui, Fieldbus Technology and Application [M]. Beijing: Tsinghua University Press, 1996, 6.
[2] Xu Aidong, Industrial Control Network Based on Ethernet, Information and Control, 2000, 4.