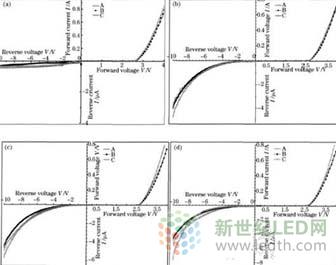
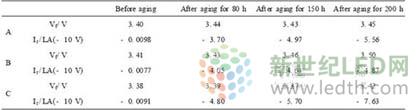
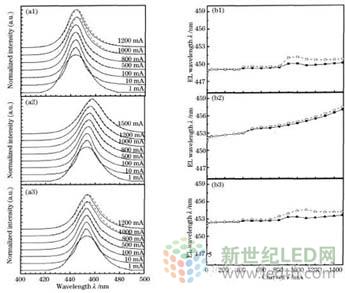
Foreword Since the 1990s, GaN materials have been widely used in the fields of display, indication, backlight and solid-state lighting, and have formed a huge market. To date, gallium nitride (GaN)-based light-emitting diodes (LEDs) fabricated on three substrates (sapphire, silicon carbide, and silicon) have been commercialized. In recent years, GaN-based LED technology on silicon substrates has received much attention. Because silicon (Si) substrate has the advantages of low cost, large crystal size, easy processing and easy transfer of epitaxial film, it has excellent performance and price ratio in power LED device application. Many research groups have grown GaN epitaxial films on Si substrates and some have obtained devices or studied the properties of Si-based GaN. In the preparation process of the LED, the GaN film is transferred onto a new support substrate to prepare a device of a vertical structure, and an excellent photoelectric performance is obtained than that of the device of the same side structure. Experiment The epitaxial wafer for the experiment is a 2in (50.8 mm) blue InGaN/GaN multi-quantum well epitaxial wafer grown by a MOCVD method on a silicon (111) substrate, and its chip size is 1000 Lm @ 1000 Lm, and a growth method has been reported. Three epitaxial wafers were prepared in the same furnace. One of them was transferred to the Si substrate by pressure bonding and chemical etching to obtain a light-emitting device called sample A. The other two were plated and chemically etched. The method discloses that the GaN epitaxial film is transferred to the plated copper substrate and the plated copper-chromium substrate, respectively, and the light-emitting devices are obtained, which are respectively referred to as sample B and sample C. The three kinds of samples were identical in the fabrication process of the other devices except that the epitaxial film transfer mode and the support substrate were different. Because of the slight difference between the individuals of the same kind of samples, the samples A, B, and C were initially tested, and representative chips were selected for experiments and tests. Each chip is packaged in a bare core. The chip operating current of 1000Lm@1000Lm usually has an operating current of 350mA. In order to accelerate aging, the sample A, B, and C have a DC current of 900 mA at normal temperature. The current-voltage (IV) characteristic curve, the electroluminescence (EL) spectrum, and the relative light intensity of each sample at each current were measured using a power supply KEITHLEY 2635 and a spectrometer CompactArray Spectrometer (CAS) 140CT. 2. Results and discussion 2.1IV characteristic analysis Table 1 shows the Vf and Ir values ​​of the three samples before aging, aging 80, 150 and 200 h. The aging conditions are 900 mA at room temperature, where Vf is the voltage value at 350 mA, and Ir is the leakage current value at the reverse 10 V, usually reversed. The leakage current Ir was measured at a reverse of 5 V. For comparison, a more severe condition was selected and measured at a reverse 10 V. Figure 1 shows the IV characteristics of the three samples before aging, 80, 150 and 200 h after aging, which are shown in Figures 1(a) to (d). Figure 1(a) shows that the three samples A, B, and C have good IV characteristics before aging, and the turn-on voltage is about 2.5V, and the current at the reverse 10V is on the order of 10-9A. After 200 hours of aging, the leakage current Ir of the three samples in the reverse 10V was significantly higher than that before aging. Table 1 shows that the B sample has the lowest leakage current under the same back pressure (-10V) after 200h aging at high current, the second sample is the second, the C sample is the largest, and with the aging time, the three samples are under the same back pressure. The difference in leakage current is getting bigger and bigger. The InGaNMQWLED has a slight increase in the forward voltage after aging because the large current is aged for a long time, causing partial oxidation of the exposed n-electrode (aluminum), resulting in a large contact resistance. The reason why the leakage increases after aging is that the width of the InGaN LED pn junction depletion layer is mainly determined by the carrier concentration of the p-type layer. After the chip is aged for a long time by a large current, the acceptor Mg is heavy due to the decomposition of the Mg-H complex. Activation causes the p-type carrier concentration to increase, resulting in a narrowing of the depletion layer, a thinning of the barrier region during reverse biasing, an increase in tunnel breakdown components, and an increase in reverse current; in addition, the chip undergoes long-time aging after a large current The defect density in the quantum well region increases, the defect in the reverse bias and the trap-assisted tunneling cause leakage current. The thermal conductivity of the three samples B, A, and C decreases in turn, so the defects and trap density generated during aging are sequentially reduced. Therefore, the leakage currents of the three samples increased sequentially under the same back pressure (as shown in Table 1 and Figure 1). Fig.1 IV characteristic curve of three samples before and after aging Table 1 Vf value and Ir value of three samples before and after aging 2.2EL spectral analysis Figure 2 is an electroluminescence (EL) spectrum at 1, 10, 100, 500, 800, 1000, and 1200 mA before and after aging for 900 mA at room temperature for three samples [Fig. 2 (a1) ~ (a3)] and three The relationship between the EL wavelength and the current before and after aging of the sample [Fig. 2(b1)~(b3)], the solid line in the figure indicates the spectrum before aging, and the broken line indicates the spectrum after aging. Fig. 2(a1)~(a3) show the EL spectra before and after aging by normalization. The EL spectrum waveforms at each current before and after aging of the three samples showed no significant change except for the red shift of the peak wavelength at high current. Fig. 2(b1)~(b3) show that the wavelengths of the three samples before and after aging have significant differences with the current. The wavelengths of the B samples before and after aging are almost the same as the current, but the wavelength is slightly the same after aging. There is an increase. The A, B, and C samples have different thermal conductivity of the substrate. The junction temperature of each sample is different during aging. Therefore, the wavelength drift of the C at the same current after aging is the largest, the A sample is the second, and the B sample is the smallest. In addition, since the three sample substrate materials and the chip transfer method are different, the stress state of the GaN epitaxial film on the new substrate is different after transfer. Literature studies have shown that the tensile stress of the entire GaN layer is reduced after the transfer of GaN from the silicon substrate to the new silicon substrate by pressure welding and chemical etching, and the compressive stress of the quantum well InGaN layer is increased. The GaN stress relaxation of the film transfer by the electroplating method is more thorough, so that the quantum well is subjected to a larger compressive stress, and the generated polarized electric field is larger, thereby causing the band to be inclined more, and thus the photons are released when the carriers are recombined. The energy is reduced and the EL wavelength is longer. Therefore, the A sample with pressure welding on the silicon substrate in the EL spectrum before and after aging has the shortest wavelength, the C sample is the second, the B sample is the longest, and the B sample and the C sample are very close. Figure 2 also reflects the maximum red shift of the B sample from small current to high current before and after aging, which may be related to the following aspects: On the one hand, the junction temperature increases, the GaN band gap becomes smaller, causing the wavelength to red shift, and the other Since the B sample has the most complete stress relaxation, the B sample quantum well receives the most compressive stress, so the polarization effect of the B sample multiple quantum well region is the strongest, and the polarization effect produces a strong built-in electric field, which leads to significant quantum. Limits the Stark effect, causing a red shift in the wavelength of the luminescence. Fig.2 EL spectra of three samples before and after aging at 900 mA for normal temperature [(a1)~(a3)] and the relationship between the wavelengths of three samples before and after aging [(b1)~(b3)] 2.3 Power-current (LI) relationship analysis Figure 3 shows the relative light intensity of each sample as a function of aging time at 350 mA. The three samples have a light intensity of 100% before aging. It can be seen from Fig. 3 that the light intensity of the three samples A, B and C increases first and then decreases with the increase of aging time, and the light intensity increases most after the aging of A sample, and then with the aging The light intensity began to decrease, while the B and C samples were aged for 32 h, and the light intensity began to decrease at 10 h, and the downward trend was slower than that of the A sample. Moreover, it can be seen that after the aging of 900 mA at room temperature, the light intensity at 350 mA of all three samples of A, B and C passes through a maximum value and then decreases, and the C sample decreases most, A times, although the light intensity value of the B sample is decreasing. , but still larger than the value before aging. The reason for this phenomenon is that some of the acceptor Mg grown by the MOCVD method is passivated due to the formation of the Mg-H complex with H, and the activation rate of Mg is low, resulting in a low hole concentration, and in the high current aging, there is Part of the Mg-H bond is interrupted and the acceptor Mg is activated, so that the hole concentration is increased, the carrier concentration may become more matched, and the luminous efficiency becomes high. On the other hand, aging increases the density of non-radiative recombination centers such as dislocations and defects in the GaN material, so that the luminous efficiency is lowered and the light intensity is lowered. These two mechanisms compete with each other. In the early stage of aging, the Mg acceptor activation mechanism dominates. Therefore, the light intensity of the three samples increases with the same current. As the aging progresses, the non-radiative complex center proliferation mechanism such as dislocations and defects gradually takes up. Leading, so the intensity of the three samples decreases after a large current aging for a period of time. The speed of light decay of the three samples may be different because the stress state of the three sample quantum wells and the thermal conductivity of the supporting substrate are different, resulting in different degrees of non-radiative recombination. Fig.3 The relationship between the relative light intensity at 350mA current and the normal temperature 900mA after aging (the light intensity before aging is 100%) 3. Conclusion The comparative aging study of epitaxially grown GaN-based blue LEDs epitaxially grown on silicon substrates, copper substrates and copper-chromium substrates shows that the EL wavelength of the copper substrate is the longest at the same current because of electroplating. The stress relaxation of the GaN epitaxial film is more thorough after transfer to the copper substrate. By aging the three different substrate LED devices, it is known that the main factor affecting the reliability of the LED may be its stress state. The IV characteristics, LI characteristics and EL spectra of the three substrate LEDs before and after aging were studied. It is found that the copper substrate devices have better aging properties. Edit: Cedar Label/Webbing Cutting Machine,Angle Cutting Machine,Textile Laser Cutter,Material Cutting Table Kunshan Bolun Automation Equipment Co., Ltd , https://www1.bolunmachinery.com